│╔À╔═╗ããÀ╔╗·┤¾ð═├╔ãñ©▀─ÐÂ╚┼·┴┐╝Ë╣ñ╝╝╩§(═╝)
 ▓╬ËÙ╗Ñ»(0)
▓╬ËÙ╗Ñ»(0)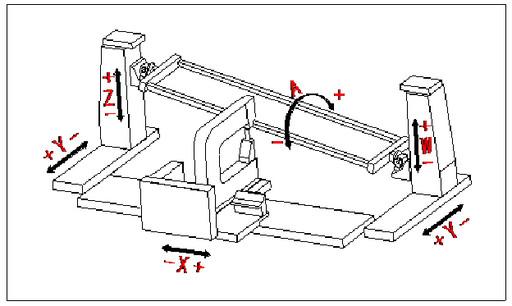
╦■╩¢╬ÕÍß╩²┐ÏÀ¿¤‗ÎÛ├¡¤Á═│ΰ▒ÛÍ©╩¥═╝
Íð║¢╣ñÊÁ│╔À╔╩Á¤ÍÀ╔╗·┤¾ð═├╔ãñ╚½ÎÈ»ÎÛ├¡
ííííÍð║¢╣ñÊÁ│╔À╔ÎÈ͸ÐðÍãÁ─┤¾ð═╦■╩¢╬ÕÍß╩²┐ÏÀ¿¤‗ÎÛ├¡¤Á═│ı²╩¢¢╗©Â╩╣Ë├ú¼▒ÛÍ¥Î┼│╔À╔ÊÐ│╔╬¬╣·─┌╬¿Ê╗Ê╗©÷─▄╣╗╚½ÎÈ͸┐¬ÀóÍãÈý╚½©ıðÈÎÈ»╗»ÎÛ├¡¤Á═│Á─│º╝Êú¼©├¤Á═│˪Ë├Ë┌À╔╗·┤¾ð═├╔ãñÁ─┼·┴┐ÎÛ├¡Î░┼õú¼╠¯▓╣┴╦╣·─┌┐ı░Îíú
íííí╩┬╩Á╔¤ú¼│╔À╔ÈþÈ┌1994─Û▒ÒÎ┼╩ÍÐðÍãÎÛ├¡╗·═ð╝▄¤Á═│ú¼¤╚║¾╔Þ╝ãÍãÈý┴╦ί│§Á─╝‗ÊÎ╩Í»═ð╝▄íó╩Í┐ÏÁþ»═ð╝▄íú2006─Û│╔À╔╔²╝©─Èý┴╦Ê╗╠¿Ã┼╩¢╚ÝÁ§╩¢░ÙÎÈ»À¿¤‗ÎÛ├¡╩²┐Ï═ð╝▄ú¼¤‗╩²┐Ï╗»À¿¤‗ÎÛ├¡¤Á═│┬§¢°┴╦Ê╗┤¾▓¢ú╗2008─ÛËÍÍãÈý┴╦Ê╗╠¿Ã┼╩¢░Ù©ıðÈÁ§╣Ê╩¢ú¿Ê╗▓Ó╩ÃË▓▒█ú¼┴ÝÊ╗▓Ó╩Ã╚Ý▒█ú®╩²┐Ï═ð╝▄¤Á═│ú¼╔·▓·ðº┬╩íó¿╬╗¥½Â╚Á├Á¢¢°Ê╗▓¢╠ß╔²íú
ííííÈ┌╗²└█┴╦┤¾┴┐╔Þ╝ãíóÍãÈý╝╝╩§║═¥¡ÐÚ║¾ú¼│╔À╔╣½╦¥¥÷¿ÎÈððÐðÍãÊ╗╠¿╦■╩¢╬ÕÍß╩²┐ÏÀ¿¤‗ÎÛ├¡¤Á═│íú©├¤Á═│Ë╔ÎÈ»ÎÛ├¡╗·íó¿╬╗¤Á═│ú¿═ð╝▄ú®íó╣ñÎ░¤Á═│íó┐ÏÍã¤Á═│Á╚ÎÚ│╔íúÎÈ»ÎÛ├¡╗·▓╔Ë├┴╦GEMCOR╣½╦¥Á─Cð═╚½Áþ»ÎÛ├¡╗·ú¼│╔╬¬©├¤Á═│Á─Ê╗©÷ÍÏʬ═Ô╣║│╔╝■íú═ð╝▄¿╬╗¤Á═│▓╔Ë├XYÍßÀÍ└Ùí░╦■╩¢í▒╚½©ÍðÈ¢ß╣╣ú¼XÍß͸┤▓╔Ý║═©¿Í·┤▓╔Ý¥¨Ë╔4Â╬4095mm│ñÁ─Ͳ╝■ã┤¢Ë°│╔ú¼ÎÛ├¡╗·░▓Î░▓ó╣╠¿È┌X¤‗┤¾╗¼╠¿╔¤ú╗┴¢©÷ã¢ððYÍß┤▓╔Ý¥¨Ë╔2Â╬4095mm│ñÁ─Ͳ╝■ã┤¢Ë°│╔ú¼È┌Y¤‗Á─╗¼╠¿╔¤┴¼¢ËÎ┼Z¤‗ú¿W¤‗ú®┴óͨú╗┴¢©÷©▀¢³5├ÎÁ─┴óͨ¥═¤±┴¢©÷í░╦■í▒ú¼═Û│╔▓·ãÀ═ð┐‗Á─Z¤‗È╦»ú╗È┌Z¤‗ú¿W¤‗ú®┴óͨÁ─╗¼╠¿╔¤╗╣Ëð2©÷AÍßð²Î¬┐ÏÍã╗·╣╣ú¼═Û│╔┴╦╣ñÎ░¤Á═│Á─═¼▓¢ð²Î¬╣ª─▄ú¼ãõ╩õ│÷Â╦┴¼¢ËÎ┼╣ñÎ░¤Á═│íú╣ñÎ░¤Á═│╩ÃË╔┴¢©÷È╝15├ÎÁ─¤©│ñΦ┴║║═┴¢©÷È╝4├ÎÁ─║ßÂ╦┴║═¿╣²┬¦╦¿Î░┼õ┴¬¢Ë│╔Ê╗©÷│ñ¥Ïð╬┐‗¢ß╣╣ú¼©║ÈÀ╔╗·├╔ãñÁ─ͺ│┼ËÙ¿╬╗íú┐ÏÍã¤Á═│͸ʬ▓╔Ë├┴╦SIEMENS 840D╩²┐ϤÁ═│íóGE FANUC┐ÏÍãã¸Á╚ú¼═Û│╔┴╦ÂÈ═ð╝▄¿╬╗íóÎÛ├¡╗·Â»Î¸Á╚Á─┐ÏÍãú¼═¿╣²Ë▓╝■┴¼¢Ë║═╚Ý╝■═¿ð┼¢½═ð╝▄┐ÏÍã¤Á═│ËÙÎÛ├¡╗·┐ÏÍã¤Á═│¢°ðð╝»│╔ú¼ÎÚ║¤│╔╬¬┴╦Ê╗╠Î╩²┐ÏÀ¿¤‗ÎÛ├¡¤Á═│íú
íííí©├╦■╩¢╬ÕÍß╩²┐ÏÀ¿¤‗ÎÛ├¡¤Á═│ú¼¥¡╣²┴╦¥½ð─Á─╔Þ╝ã║═ÐÚÍñú¼ËÙÊÐËðÁ─═¼└Ó¤Á═│¤Ó▒╚ú¼¥▀ËðÊȤ┬╝©©÷┤┤ð┬ÁÒíú
ííííÈ┌╗·ðÁ╔Þ╝ãíóÍãÈýÀ¢├µú║
ííííXíóYÍßÁ─ÀÍ└ÙðÈ¢ß╣╣íú8┐Ú┤¾ð═XíóY¤‗┤▓╔ÝÁÎΨ▓╔Ë├┴╦─ú┐Ú╗»╔Þ╝ãú¼¢┌È╝┴╦┤¾┴┐ÍãÈý│╔▒¥íó╦§Â╠┴╦╔·▓·Í▄ã┌ú╗
íííí¤©│ñ╣÷ÍÚ╦┐©╦Á─╦µÂ»Íº│┼íúY¤‗È╝5├Î│ñÁ─┤½Â»╦┐©╦▓╔Ë├┴╦╦µÂ»Íº│┼ú¼╝╚╠ß©▀┴╦╗·┤▓¿╬╗¥½Â╚ú¼ËÍËððºÀ└Í╣┴╦╦┐©╦▒õð╬ú¼▒úÍñ┴╦╗·┤▓│ñã┌È╦ððÁ─╬╚¿ðÈú╗
ííííÁ╚▒▀╚²¢Ãð╬Á─═ð┐‗│ñΦ┴║¢Ï├µ¢ß╣╣Ë╔╠ÏÍÍÃßÍ╩▓─┴¤╠¯│õ╝░Ã┐┴ªÁ»╗╔Á─Èñ└¡Íº│┼íú═¿╣²└Ý┬█ÐÚÍñíó╝ã╦Ò╗·Ëð¤ÌȬÀÍ╬÷íó╩ÈÐÚ╝■ÐÚÍñú¼È╝15├Î│ñÁ─▓·ãÀ═ð┐‗¢Ï├µ╩╣Ë├╚²¢Ãð╬¢ß╣╣íó©Í░Õ║©¢Ë°│╔ú¼═¼╩▒▓╔╚í─▄╚¦¤┬▓·ãÀÁ─╩▒ðº┬»Ê╗┤╬╩▒ðº═Û│╔ú¼ËððºÁÏ┐ÏÍã╩▒ðº╣²│╠Íð║©¢ËÎÚ╝■Á─˪┴ª╩═À┼ú¿Ëª┴ª╩═À┼Á─╣²│╠Íð╗ß▓·╔·▓╗┐╔Èñ╝¹Á─▒õð╬ú®ú¼È┌¤©│ñΦ┴║╠¯│õ┴╦¥█§Ñ┼¦─¡ú¼─▄ËððºÁÏ╬³╩ı┴║Á─ı▓³ú¼╩╣ãõÈ┌╩▄Á¢═Ô┴ªÎ¸Ë├║¾Â╠╩▒╝õ─┌─▄┤´Á¢ã¢╬╚Á─Î┤╠¼íú┴Ý═ÔÈ┌═ð┐‗┴¢Â╦BÍß╔¤©¸╔Þ╝ã╝ËÎ░┴╦ªı20mm┤ÍÁ─Èñ└¡┬¦ð²Á»╗╔ú¼╩╣│ñΦ╔¯¤┬╚─▒õð╬Á├Á¢┴╦Ëððº┐ÏÍãú¼▓ó©─╔ã┴╦═ð┐‗ı▓³ÃÚ┐÷íú
ííííË╔Ë┌═ð┐‗Á─┴¢Â╦ËÙAÍߤÓ╣╠┴¼ú¼═¿╣²╦½Áþ╗·Ã²Â»ú¼Ê‗┤╦ÂÈË┌═¼ÍßÂ╚Á─ʬþ¢¤©▀ú¼╚þ╣¹═¼ÍßÂ╚▓╗║├ú¼È┌С╗À˪┴ªÁ─θË├¤┬¢½╗ßÂÈAÍßÈý│╔ãú└═ãã╗Áú¼Ê‗┤╦ú¼È┌╣ñÊı╔¤▓╔╚íAÍßÁ─¿╬╗Íߥªı150h7íó│¦┼╠░▓Î░Íߥªı595h7╝░ͺ│┼Íß│ð░▓Î░Íߥªı140h6║═ªı130h6Á╚│▀┤þ═¿╣²─Ѥ¸╝Ë╣ñ└┤▒úÍñú¼┤Ë°▒úÍñãõ═¼ÍßÂ╚¥½Â╚íú
ííííÈ┌Áþã°┐ÏÍãÀ¢├µú║
íííí┴Ôð╬▓╝¥ÍÁ─À¿¤‗┤½©ðã¸ËÙÂȢé▀Â╚▓¯À¿¤‗┼ð¤╝╝╩§íúÊÈÎÛ├¡╗·Ð╣┴ª¢┼╬¬Íðð─ú¼ËÙXYÍߤ▀ã¢ððÁ─┴Ôð╬▓╝Í├╦─©÷│¼╔¨▓¿┤½©ðã¸ú¼ÂÈÀ╔╗·├╔ãñ├¡¢ËÁÒÁ─À¿¤‗Î╦╠¼╩Á╩®╝ý▓Ôú¼═¿╣²Ê╗¿┤ª└Ýíó╝ã╦Òú¼╩õ│÷¤Ó˪┐ÏÍãð┼║┼Á¢╦┼À■┐ÏÍã╗·╣╣ú¼╚À▒úÎÛ├¡ÁÒÁ─À¿¤‗┐ÏÍãʬþíú
íííí╩Á╬´╩¥¢╠╩²¥¦▓╔╝»ËÙÈ┌¤▀ÎÈ»▒Ó│╠╝╝╩§íúÎÛ├¡¤Á═│͸┐ÏÍãã¸▓╔Ë├╬¸├┼ÎË╩²┐Ï╗·┤▓┐ÏÍãÁÑȬú¼╬¬┴╦─▄╣╗┬·ÎÒ┤╦╠¿║¢┐ıοË├╔Þ▒©Á─╩Á╝╩╩╣Ë├ú¼▓╗¢÷▒ú┴¶┴╦È¡Ëð╩²┐Ï╣ª─▄ú¼Â°ÃÊ═¿╣²Â■┤╬ã¢╠¿╔Þ╝ãú¼╩Á¤Í┴╦├¡Âñ©▀Â╚Á─¤È╩¥ËÙ╝Ã┬╝íóÎÛ├¡╗·╣ñÊı▓╬╩²Á─╩Á╩®┐ÏÍãíó╩¥¢╠╣ª─▄Á─╔Þ╝ãÁ╚íú╩Á╝╩Íñ├¸┤¾┐Ú╦½Ã·Â╚├╔ãñÁ─└Ý┬█─úð═ËÙ╩Á╝╩─úð═┤µÈ┌Ê╗¿▓¯▒ú¼╝Ë╔¤¤Í│íÁ─░▓Î░╣╠¿╣ñÎ░Á─Ë░¤ýú¼Ã·┬╩íóð╬Î┤Â╝╗ß▒õ╗»ú¼Í╗Ë𩨥¦¤Í│í╩Á╝╩ÃÚ┐÷ú¼ÂÈÀ╔╗·├╔ãñ╩Á╝╩═Ôð╬¢°ðð▓╔╝»íó╩¥¢╠ú¼È┘Ë├║¾Í├╚Ý╝■¢°ðð┤ª└Ýú¼╔·│╔ËÙ╩Á╝╩═Ôð╬╬Ã║¤Á─╩²┐Ï╝Ë╣ñ│╠ð‗ú¼Ëððº¢Ô¥÷╩Á╬´ËÙ└Ý┬█─úð═▓╗ãÑ┼õÁ─╬╩╠Ôú¼╠ß©▀ÎÛ├¡Í╩┴┐ú╗
ííííÂñ═À©▀Â╚È┌¤▀╝ý▓ÔËÙ╩²¥¦═╝ð╬╗»¤È╩¥╝╝╩§íúË╔Ë┌À╔╗·├╔ãñ│╔▒¥¢¤┤¾ú¼▓╗┐╔─▄ÍãθÊ╗©÷╩È╝Ë╣ñ╝■ú¼╦¨ÊÈ├┐┤╬ÎÛ├¡╝Ë╣ñÃ░ú¼▓╔Ë├┤¾┴┐Á──ú─Ô╩Èã¼¢°ðð╣ñÊı▓╬╩²Á─╩ÁÐÚú¼Á▒ÂÈıµı²├╔ãñ▓·ãÀ╝Ë╣ñ╩▒ú¼▒ÏðÙ▓╗¿ã┌ÂÈ├¡¢Ë©▀Â╚Á╚Í╩┴┐È┘┤╬╝ý▓Úú¼ÊÈÃ░Â╝╩Ã╚╦╣ñ©╔Èñ═úÍ╣╝Ë╣ñú¼¢½▓·ãÀ╗║┬²Êã│÷╝Ë╣ñðË‗ú¼▓╔Ë├╩Í├■╗‗©▀Â╚▒Ý╩Í▓Ôú¼╚╗║¾È┘ÀÁ╗Ïú¼ıÔШ└┤╗Ï╣²│╠Í┴╔┘╗¿ÀÐ15ÀÍÍËú¼ÂÈ╝Ë╣ñðº┬╩▓·╔·┴╦║▄┤¾Ë░¤ýú¼È┌▒¥¤Á═│Íðú¼▓╔Ë├©▀¥½Â╚2D╝ñ╣Ô╬╗Êã┤½©ðã¸ú¼Á▒ÎÛ├¡═Û│╔║¾ú¼Í╗ðÞ╩²┐Ï╗»ÎÈ»Êã╬╗300mmξËÊú¼ÂÈÎÛ├¡ÁÒ▓Ô┴┐ðË‗¢°ðð╔¿├Þ▓╔╝»ú¼═¿╣²Ê╗¿Á─╦ÒÀ¿ú¼╝┤┐╔Á├Á¢├¡Âñ©▀Â╚ú¼▓ó┼ð¿╩ÃÀ±È┌È╩ðÝÁ─╬¾▓¯ÀÂ╬º─┌ú¼ı¹©÷╣²│╠║─╩▒▓╗Á¢1ÀÍÍËú¼┤¾┤¾╠ß©▀┴╦ÎÛ├¡Í╩┴┐║═ÎÛ├¡ðº┬╩íú
íííí╦■╩¢╬ÕÍß╩²┐ÏÀ¿¤‗ÎÛ├¡¤Á═│╩Ã│╔À╔╣½╦¥ã¨¢±╬¬Í╣│ðÁúÁ─ÀÐË├ί┤¾íó╣µ─úί┤¾Á─╔Þ▒©ÐðÍ㤯─┐ú¼═¼╩▒Ê▓╩Ã╝╝╩§║¼┴┐ί©▀íó─ÐÂ╚ί┤¾Á─¤¯─┐Í«Ê╗íú©├¤Á═│╝╝╩§È┌╣·─┌┤ªË┌┴ý¤╚╦«ã¢ú¼─┐Ã░ÊÐ╔ÛÃÙ┴╦ÂÓ¤¯Àó├¸Î¿└¹║═╩ÁË├ð┬ð═ο└¹ú¼▓┐ÀÍÊÐ▒╗╩▄└Ýíú©├¤Á═│Á─│╔╣ªÐðÍãú¼▒Ý├¸Íð║¢╣ñÊÁ│╔À╔È┌╩²┐Ï╝╝╩§íóÎÈ»ÎÛ├¡╝╝╩§ÊÈ╝░║¢Î¿╔Þ▒©Á─ÐðÍãÁ╚À¢├µ╚íÁ├┴╦¤ÓÁ▒┤¾Á─═╗ããú¼¥▀▒©┴╦│ðÁú┤¾ð═║¢┐ıοË├╔Þ▒©ÐðÍãÁ──▄┴ªú¼╬¬¢±║¾╝╠ð°│ðÁúãõ╦¹║¢Î¿╔Þ▒©Á─ÐðÍã╚╬╬±Áý¿┴╦╝ß╩ÁÁ─╝╝╩§╗¨┤ííúú¿├À├Àíí║╬╗¬▒°ííË┌À¢ú®
>¥³╩┬ð┬╬┼¥½Ðíú║
- íñ81192ú¼ÊÐ╬ÌÀ¿ÀÁ║¢ú╗Íð╣·║ú¥³ú¼ÃÙ╝╠ð°Ã░¢°úí
- íñ╣·À└▓┐ú║Íð╣·╣·À└═Â╚Ù║¤└Ý╩╩Â╚ Á┌Â■╦Ê║¢─©║╬╩▒À■Ê█
- íñÍð╣·Á┌Â■╦Ê║¢─©║╬╩▒À■Ê█ú┐ ╣·À└▓┐©°│÷ίð┬╗Ï˪
- íñÂÝ─ÔÐðÀó╬Ì╚╦░µT-90╠╣┐╦ ¢¤├└┼À═¼└Ó╬õã¸í░╝╝©▀Ê╗│´í▒
- íñÎÒ▓╗│÷╗ºÁ─Τ¢¹╬└╩┐ú║▓╗╔┘╚╦┴¼├½Í¸¤»╝═─¯╠├Â╝├╗╚Ñ╣²
- íñ2019¥³ÂË╬─Í░╚╦È▒ıð┐╝¢±ã▒¿├¹ ȧ├┤▒¿├¹íó┐╝╩▓├┤ú┐
- íñ║ú¥³Ê╗ı¢╗·ÐÁ┴À╩▒╩º╩┬Í┬2├¹À╔ððÈ▒╬■╔³ È¡Ê‗┤²Á¸▓Ú